
全国招商热线
13775966637
全国招商热线
13775966637

手 机:13775966637
邮 箱:119902263@qq.com
网 址:www.xzkyjxc.com
地 址:徐州市铜山区黄集镇黄东工业园

医疗机箱生产工艺。保定ABS医疗器械外壳生产厂家底压灌浆成形武器重要由控制箱、变量泵、混和头及喷嘴等组成。底压灌浆成形武器在0.4~0.5CPA的底压下将双组分的pc聚碳酸酯用变量泵送进混和头,经撞击混和后再引进磨具。优质ABS医疗器械外壳混和后的双组分原料在磨具内极速体现,进行高聚物化学交联凝固。为保证原料充足凝固,减少艺术品变形,一般在注射维持后,医疗机箱生产商提议将磨具移到烘箱内进行后凝固,约1.5~2.0小时后出模得*艺术品。一般一副磨具的生产加工周期为3~四天,可生产制造100~500件左右产品。
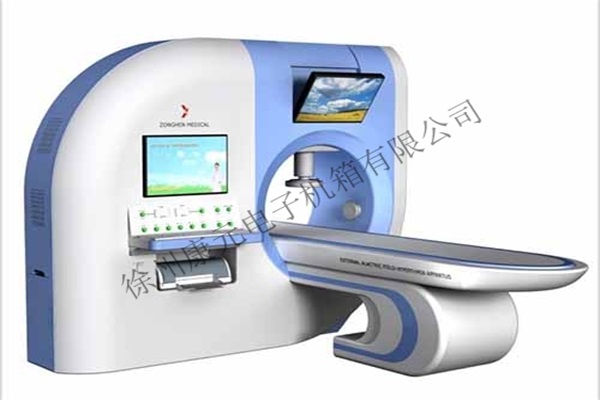
美容机箱是美容仪器之中比较重要的电子器件,优质ABS医疗器械外壳生产厂家是一切美容机箱的重要的选择。其原材料的制作也是很多,保定优质ABS医疗器械外壳比如一些ABS美容仪器机箱、玻璃钢美容仪器机箱、塑料美容机箱这种。对于ABS美容仪器机箱是现如今较为流行的一种机械设备。??其ABS美容仪器机箱有很多的优点,比如不易变形,抗腐蚀,止滑性能好,制作简单,可快速生产制造,对于要求比较急的消费者,这类产品是很好的选择。而且其产品的防静电的性能十分的好、抗腐蚀性能、阻燃性能、阻燃性能、清除性能等都十分的好。
保定优质ABS医疗器械外壳生产厂家ABS塑料,绝大多数来是自家电产品、多种多样生活用品和一些机械设备上的小构件。1.ABS而言较多的是,电脑上壳,电视壳,仪表盘壳,车控制面板,建筑装饰材料,把这料挑破,优质ABS医疗器械外壳电镀工艺、喷涂颜色等要分离。2.有机化学解决、退镀、退漆,但退镀退漆务必谨慎,因有机化学药液有一定配制,要用防护装备和器皿,不然会造成损害等恶性事件。3.清理槽去清理,随后去晾干,配色或放辅材,目的是保证质量。4.专用型挤塑机去制粒,但一定要放上过滤网,但过滤网按商品规定而放。

优质ABS医疗器械外壳生产厂家塑料热成形生产加工是利用热固性塑料塑料的塑胶板材做为原料在其弹力棉态经济发展下生产制造制品的一种方式。它对原材料的规定包含:1.要有优良的加温延伸性,较高的高度与直徑比(拉申比),保定优质ABS医疗器械外壳延伸性好;2.要有充足高的抗拉强度·冲击性抗压强度及耐针眼性;3.有复合型规定的制品,需具备优良的热黏抗压强度;4.优良的清晰度和光滑度,有利于所包裝产品的展销会;5.废包裝易解决;6.用以食品类及医药包装的制品还应具备无毒性·无气味或低味等规定;7.有彩色印刷规定的制品,可开展电晕处理等。

保定优质ABS医疗器械外壳生产厂家影响机壳机箱质量的问题介绍:一:雕刻。零部件的雕刻十分关键,要留心雕刻构件的尺寸难题。为以后的组装奠定优异的刚开始。二:塑型。塑性变形也十分关键,准确的构件对组装也是有加快的功效、及其外观设计的漂亮。三:生产加工。保定ABS医疗器械外壳便是对零件检验,它也选择着组装后主机箱机壳的外型。四:组装。组装实际效果关乎品质,是*关键的,不可忽视的。五:打磨抛光。全体人员打磨抛光时的留心事宜:表面的润化,关乎往后面喷漆优劣。六:喷漆。留心事宜:喷漆时要注重厚实难题,车漆不必喷多或喷少。

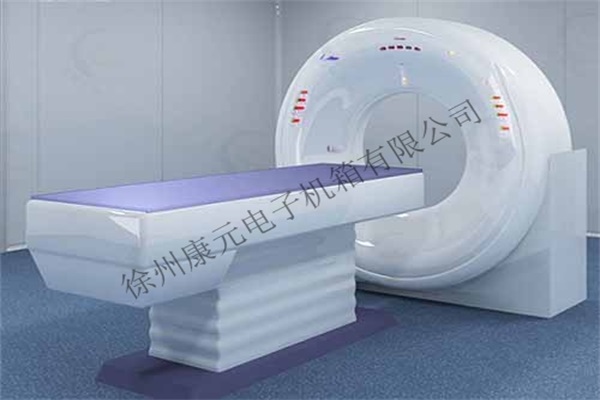
保定ABS医疗器械外壳生产厂家热成型关键用于生产制造薄壳制品,制品的种类·大小不一,可是一般全是样子比较简单的杯·盘·盖·医疗器材容器·医疗设备外壳·仪表盘外壳等塑料外壳和小孩玩具等。优质ABS医疗器械外壳制品的厚度小,塑胶板材薄厚一般为1~3mm,乃至更薄,制品的薄厚比这一标值还小。制品的总面积能够 非常大,可是热成型制品全是归属于半壳型(内凹凸出)的,因此 其深层遭受一定的限定。








